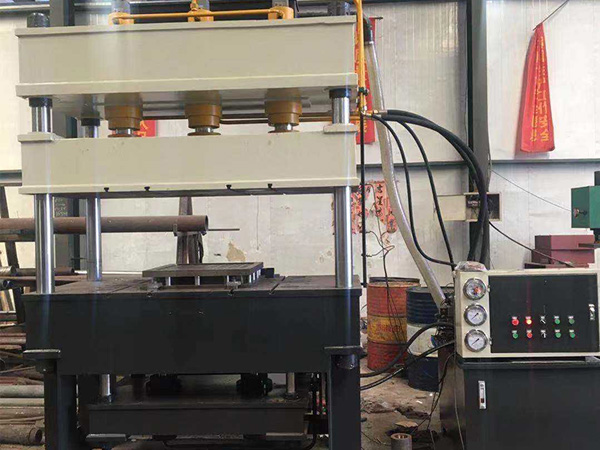
全自动粉末成型液压机
全自动粉末成型液压机又称为粉末油压机、粉...


咨询热线
137-0088-0637作者:时间:2019-11-14 07:45468 次浏览
1.注意硫化机的常规维护。 在硫化机之前,检查并测试加热板的温度,水压板的泄漏,电控箱和电缆的完整性。 如果一起使用多个硫化机,则必须在接头上铺设0.3mm的厚度。
2.在硫化机之前,要在硫化机安装线上选择宽敞,通风良好,低温,低湿度和灰尘的地方; 在硫化过程中,接缝部位不应下雨,应尽可能使用硫化胶。 它在屋顶上或在篷布用于棚屋的地方进行。
3.胶带接头的平直度与接头后胶带的使用条件直接相关。 这是确保磁带正常使用的基本条件。 必须仔细确定磁带的中心线。
4.为了减少操作过程中接头部分通过辊子时的应力,便于胶带接头部件在硫化机上的铺设,对齐和对齐,胶带接头的角度与硫化器加热的角度一致 盘子。
5.当帆布,尼龙芯胶带剥离头,切割布层时,注意防止下一层切割。 当“剥离”钢丝绳芯带时,钢丝绳的绳头被胡桃夹钳夹住,并且力沿水平方向向侧面拉平,钢丝绳不允许弯曲。 另外,应剥离接头部分的钢丝绳以确保接头
6.抛光接头时,接头应完全接地,以确保打磨表面应与接合面完全接触,但注意不要损坏织物。
7.施胶时,应做太多,不漏,每次刷胶,必须干燥干燥。 用手指将干燥程度轻轻地粘在表面上。
8.钢丝绳用钢丝芯带铺设时,钢丝绳应与胶带中心线保持平行,不得弯曲。 同时,确保每组钢丝绳与原始间距一致; 钢丝绳之间应有一个核心橡胶间隔,填充量应足够。
9.胶带粘合前,表面应用溶剂擦拭; 成型时,应反复确认中心线是否一致; 铺设钢丝绳时,要注意钢丝绳的线性。
10.两个皮带接头组合后,胶水应该层压,木锤可以用来依次击打表面,或者打孔以去除胶层中的气体。
11.硫化机在硫化过程中,要密切注意水袋的压力,如果有泄漏压力,及时补偿压力。 同时,应注意硫化温度,以防止因电气故障引起的硫化温度不足或过高引起的问题。
12.在硫化后达到带式硫化机的保温时间后,当硫化温度降至80℃时,可以除去硫化剂。
13.硫化机检查接头的整体状况,是否有起泡,缺胶等异常情况,并检查接头中心线的偏差距离。 同时,进行联合硫化记录,并将检查记录在联合检查记录表中。