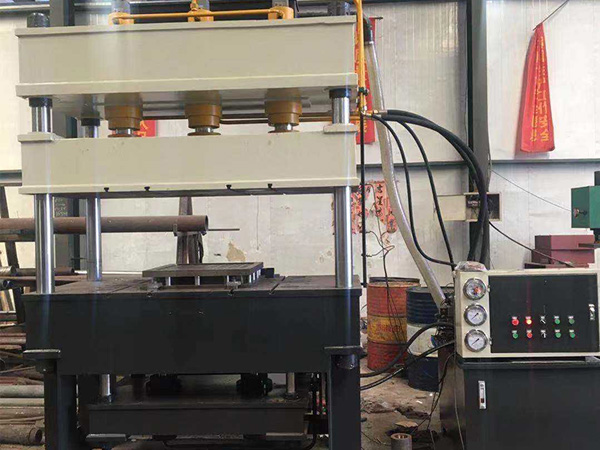
全自动粉末成型液压机
全自动粉末成型液压机又称为粉末油压机、粉...


咨询热线
137-0088-0637作者:时间:2018-06-30 02:19368 次浏览
液压机预防液压缸漏油的对策介绍
1)防止污染物直接或间接进入液压缸。
注意油箱加油孔及系统元件防雨、防尘装置的密封,维修液压系统时,应在清洁的车间内进行,不能进车间的,应选择空气清洁度高的环境,短时不能修复的,拆开部件要进行必要的密封,避免侵入杂质,当油箱加油时,要用滤网过滤,尽可能避开恶劣天气和环境,维修人员要注意个人的清洁,避免将粉尘、油污等杂质带入液压系统,拆卸液压缸前,首先要将液压缸及周围的油污、尘土等清除干净,同时注意维修工具的清洁,零件拆下修理后要进行清洗,清洗后要用干燥的压缩空气吹干再进行装配,修理装配时应避免戴手套操作或用棉纱擦拭零件,装配用具及加油容器、滤网等要注意保持清洁,防止污物带入系统,适时地对油箱进行清洗,清除维修时带进的杂质及沉积的污物,液压油的油质要坚持定期进行油样的检测,适时地更换油液。认真做好以上工作,对控制液压油的污染,降低液压缸的磨损,预防液压缸漏油,提高液压缸的使用寿命,有着非常重要的作用。
2)要正确装配密封圈。安装O形圈时,不要将其拉到变形的位置,也不要边滚动边套装,否则可能因形成扭曲而漏油,安装Y形和V形密封圈时,要注意安装方向,避免因装反而漏油,对Y形密封圈而言,其唇边应对着有压力的油腔,此外,对Yx形密封圈还要注意区分是轴用还是孔用,不要装错,V形密封圈由形状不同的支撑环、密封环和压环组成,当压环压紧密封环时,应以不漏油为限,不可压得过紧,以防密封阻力过大,密封装置如与滑动表面配合,装配时应涂以适量的液压油,拆卸后的O形密封圈和防尘圈应全部换新。
3)减少动密封件的磨损。液压系统中大多数动密封件都经过设计,如果动密封件加工合格、安装正确、使用合理,均可保证长时间无泄漏。从设计角度来讲,可以采用以下措施来延长动密封件的寿命,活塞杆和驱动密封件上的径向载荷,用防尘圈、防护罩和橡胶套保护活塞杆,防止粉尘等杂质进入,使活塞杆运动的速度尽可能低。
4)合理设计和加工密封沟槽。液压缸密封沟槽的设计或加工的好坏,是减少泄漏、防止油封过早损坏的先决条件。如果活塞与活塞杆的静密封处沟槽尺寸 偏小,密封圈在沟槽内没有微小的活动余地,密封圈的底部是会因受反作用使其损坏而导致漏油。密封沟槽的设计,应严格按照标准要求进行。
防止油液由液压缸静密封处向外泄漏,须合理设计静密封件密封槽尺寸及公差,使安装后的静密封件受挤压变形后能填塞配合表面的微观凹坑,并能将密封件内应力提高到高于被密封的压力。当零件刚度或螺栓预紧力不够大时,配合表面将在油液压力作用下分离,造成间隙过大,随着配合表面的运动,静密封就变成了动密封。
5)采用合理的的维修方法。
液压缸拆检与维修方法。液压缸缸筒内表面与活塞密封是引起液压缸内泄的主要因素。如果缸筒内产生纵向拉痕,即使更换新的活塞密封,也不能地排除故障,缸筒内表面主要检查尺寸公差和形位公差是否满足技术要求,有无纵向拉痕,并测量纵向拉痕的深度,以便采取相应的解决方法。
活塞杆、导向套的检查与维修。活塞杆与导向套间相对运动副是引起外漏的主要因素,如果活塞杆表面镀烙层因磨损而剥落或产生纵向拉痕时,将直接导致密封件的失效。因此,应重点检查活塞杆表面粗糙度和形位公差是否满足技术要求。如果活塞杆弯曲,应校直达到要求或按实物进行测绘,由生产厂进行制造。如果活塞杆表面镀层磨损、划伤、局部剥落可采取磨去镀层,重新镀烙表面加工处理工艺。
密封件的检查与维修。活塞密封是防止液压缸内泄的主要元件。对于唇形密封件应重点检查唇边有无伤痕和磨损情况,对于组合密封应重点检查密封面的磨损量,然后判定密封件的是否可使用。另外还需检查活塞与活塞杆间静密封圈有无挤伤情况。活塞杆密封应重点检查密封件和支撑环的磨损情况。一旦发现密封件和导向支撑环存在缺陷,应根据被修液压缸密封件的结构形式,选用相同结构形成和适宜材质的密封件进行更换,这样能很大限度地降低密封件与密封表面之间的油膜厚度,减少密封件的泄漏量。