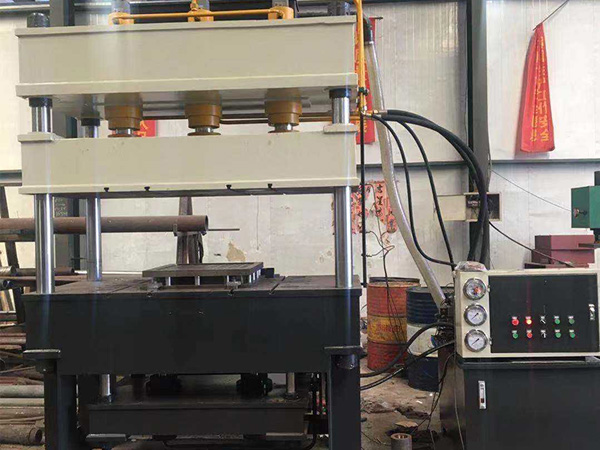
全自动粉末成型液压机
全自动粉末成型液压机又称为粉末油压机、粉...


咨询热线
137-0088-0637作者:时间:2019-11-14 07:46372 次浏览
塑料硫化机电镀过程中的故障处理
采用塑料硫化机零件代替金属部件,是降低汽车自重与油耗的一个重要措施。塑料硫化机零件固然具有质量轻、成形轻易、本钱低、耐腐蚀等优点,但也存在着强度、耐候性、装饰性不如金属零件的缺点。为了适应轿车装饰性要求,很多汽车塑料零件需要进行电镀、烫印、水印、喷漆等表面处理。
塑料硫化机电镀的质量,不仅与电镀工艺有关,还与其材质、成形工艺有密切的联系。
在一次为试制样车配套塑料标牌的电镀过程中,我们碰到了意想不到的困难。配套厂为我们送来的塑料样件不是正规的注塑件,而是在abs(台湾757)注塑板上机械加工成形、表面抛光的样品。
我们采用如下常规的塑料电镀工艺进行电镀。
内应力热处理→化学除油→水洗→粗化→水洗→敏化→水洗→活化→水洗→还原→水洗→化学沉铜→水洗→电镀无光镍→水洗→酸性光亮铜→水洗→光亮镀镍→水洗→套铬→水洗→吹干。
该样品在粗化前外表都很正常,表面粗糙度也很低,但一经粗化工序,表面就出现几处发黄的斑区,化学沉铜时该区镀层发黑,电镀后出现漏镀。尽管多次调整粗化工艺条件,延长内应力热处理时间,加强还原工序,但收效甚微。经对毛坯制作工艺过程调查,了解到制作样件毛坯的 abs注塑板,因注塑机料膛清理不尽,注塑板上总有少量玄色 pc料的夹杂物。虽经在机械加工和抛光后,表面见不到缺陷。但在粗化过程中由于该区内应力比较大,很轻易粗化过度,形成微细裂纹或疏松。