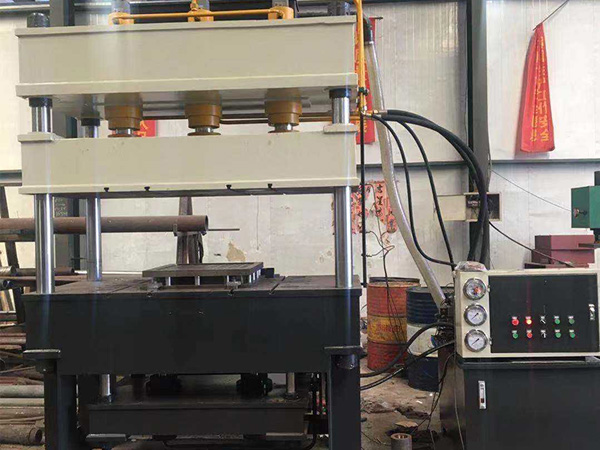
全自动粉末成型液压机
全自动粉末成型液压机又称为粉末油压机、粉...


咨询热线
137-0088-0637作者:时间:2019-11-14 07:45420 次浏览
胶带硫化机硫化温度
胶带硫化胶接时的硫化温度,是生胶料在要求条件下,硫化反应的佳温度就是橡胶硫化工艺中主要的控制条件之一。由于现场作业、作业环境和条件不好,胶料的硫化体系又是不易掌握,目前外大多数都控制在145±5℃。
胶带硫化机硫化压力
硫化压力就是了胶带硫化胶接的一个重要条件。因为压力是在硫化过程中可起到如下作用:
①提高芯层与胶料密实性和粘着性,排出接头内部的气体,气泡;
②促进胶料的流动,并迅速填充芯层的粘合面;
③提高胶带接头粘合面的附着强度和胶带的耐屈扰性能。
硫化力大小,要根据胶料的性能(主要是可塑性),产品结构、工艺条件而定。胶料流动小,硫化压力应大些;反之,压力要小些。胶带较厚,胶布层多(芯层),结构复杂,钢丝绳为芯层的,则应需要较大的硫化压力。硫化压力对硫化速度的影响很小,一般可不考虑。现场硫化胶接时,对帆布、尼龙芯层胶带,硫化压力为0.8-1.2MPa;。胶带较薄,应选用下限,胶带较厚应选用上限。
硫化时间:硫化的胶接过程,必须通过的时间才能完成。硫化时间,对于帆布、尼龙芯胶带可按下面公式进行计算:
T=Tzh+(i+δ)K 式中:T――硫化时间(mim)Tzh―――胶料正硫化时间,一般选用15mim